
目录
快速导航-

激光熔覆与表面加工专题 | 镍基高温合金激光制造技术研究进展
激光熔覆与表面加工专题 | 镍基高温合金激光制造技术研究进展
-
激光熔覆与表面加工专题 | 司太立合金增材制造技术研究进展
激光熔覆与表面加工专题 | 司太立合金增材制造技术研究进展
-
激光熔覆与表面加工专题 | Inconel718+La2O3的高温摩擦磨损行为研究
激光熔覆与表面加工专题 | Inconel718+La2O3的高温摩擦磨损行为研究
-
激光熔覆与表面加工专题 | 增材制造金属表面的后处理技术综述:现状、进展与机遇
激光熔覆与表面加工专题 | 增材制造金属表面的后处理技术综述:现状、进展与机遇
-

焊接与切割 | 建筑钢结构焊接T形接头残余应力试验分析
焊接与切割 | 建筑钢结构焊接T形接头残余应力试验分析
-
焊接与切割 | 船舶制造激光-电弧复合焊生产线工艺开发及缺陷抑制措施
焊接与切割 | 船舶制造激光-电弧复合焊生产线工艺开发及缺陷抑制措施
-

焊接与切割 | 可调式管法兰焊接变位机结构设计及有限元分析
焊接与切割 | 可调式管法兰焊接变位机结构设计及有限元分析
-
焊接与切割 | 焊接工装定位块定位精度低成本在线监测方法
焊接与切割 | 焊接工装定位块定位精度低成本在线监测方法
-
焊接与切割 | 基于电热耦合仿真的BGA焊点缺陷检测研究
焊接与切割 | 基于电热耦合仿真的BGA焊点缺陷检测研究
-
焊接与切割 | 不锈钢复合板压力容器的腐蚀缺陷分析与制造过程控制
焊接与切割 | 不锈钢复合板压力容器的腐蚀缺陷分析与制造过程控制
-

焊接与切割 | 高温堆不等厚异种钢接头焊接设计与验证
焊接与切割 | 高温堆不等厚异种钢接头焊接设计与验证
-
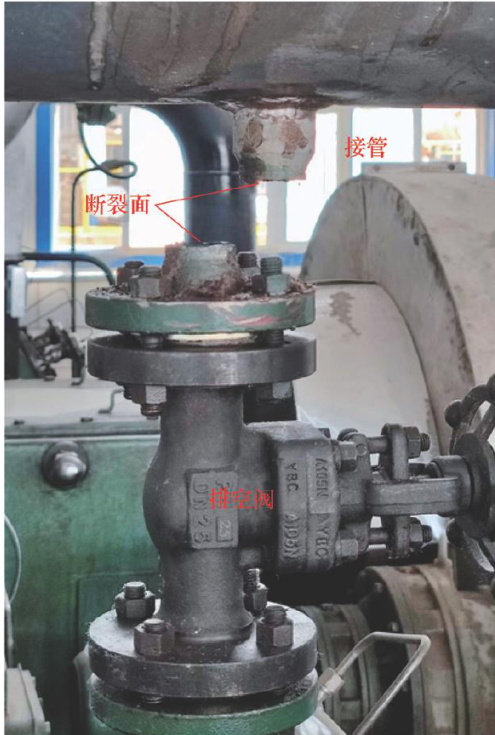
焊接与切割 | 加氢裂化装置失效原因分析
焊接与切割 | 加氢裂化装置失效原因分析
-
焊接与切割 | 大跨度桥梁钢-混组合桥塔高效焊接与拼装技术
焊接与切割 | 大跨度桥梁钢-混组合桥塔高效焊接与拼装技术
-

增材制造 | 异质材料增减材复合制造工艺研究与参数优化
增材制造 | 异质材料增减材复合制造工艺研究与参数优化
-
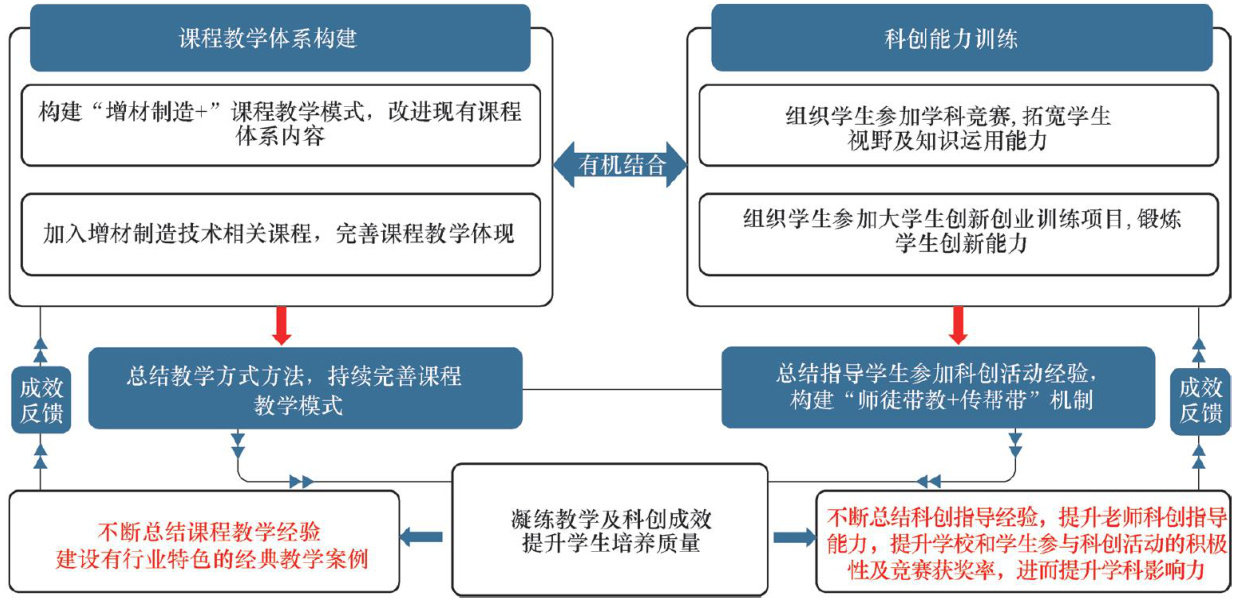
增材制造 | 新时代港航工程学科背景下高校增材制造人才培养模式研究
增材制造 | 新时代港航工程学科背景下高校增材制造人才培养模式研究
-
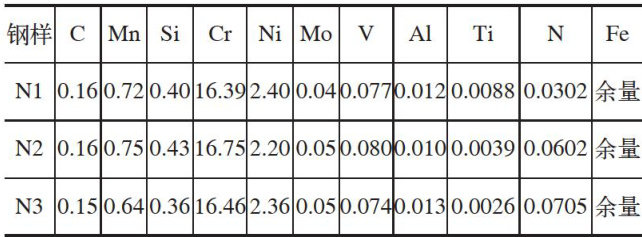
热处理 | 氮含量对1Cr17Ni2钢力学性能和显微组织的影响研究
热处理 | 氮含量对1Cr17Ni2钢力学性能和显微组织的影响研究
-
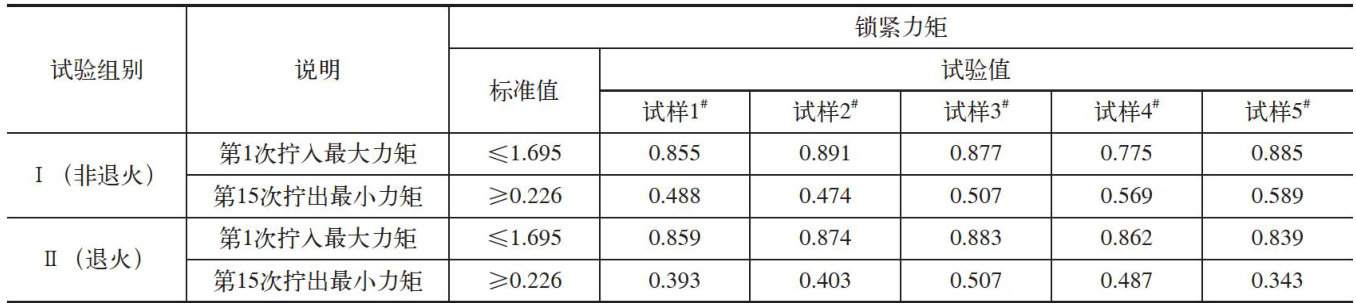
热处理 | GH2132高温合金自锁螺母镦制成形后退火与非退火工艺对性能的影响研究
热处理 | GH2132高温合金自锁螺母镦制成形后退火与非退火工艺对性能的影响研究
-

热处理 | 现代检测技术在淬火介质研究上的应用
热处理 | 现代检测技术在淬火介质研究上的应用
-
热处理 | 热处理工艺对Ti662钛合金棒材组织及拉伸性能的影响
热处理 | 热处理工艺对Ti662钛合金棒材组织及拉伸性能的影响
-
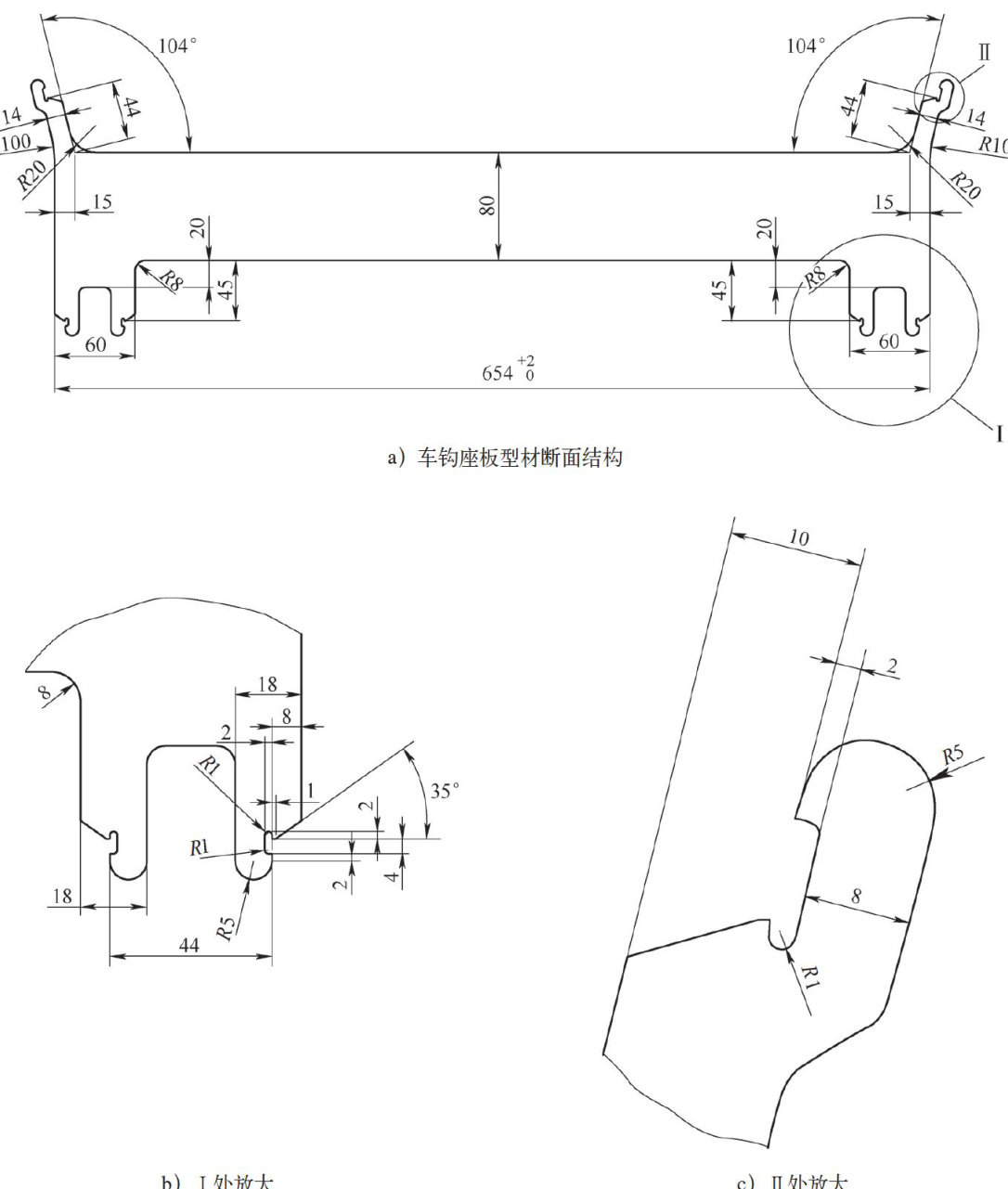
铸造与锻造 | 大厚度一体式铝合金车钩座板模具设计、型材挤压及应用进展
铸造与锻造 | 大厚度一体式铝合金车钩座板模具设计、型材挤压及应用进展
-

铸造与锻造 | 一种有效提高0.5mm厚纯钛带材成材率的工艺研究
铸造与锻造 | 一种有效提高0.5mm厚纯钛带材成材率的工艺研究
 0.5mm )。模拟焊接过程中,工件最高温度为 576.672°C ,夹具最高温度为 41.7189°C ,焊接热量对夹具性能影响较小。该设计通过模块化与自动化手段,有效提升焊接效率,降低夹具需求与维护成本,在石油化工、核电等领域具有较好的工程应用前景。
0.5mm )。模拟焊接过程中,工件最高温度为 576.672°C ,夹具最高温度为 41.7189°C ,焊接热量对夹具性能影响较小。该设计通过模块化与自动化手段,有效提升焊接效率,降低夹具需求与维护成本,在石油化工、核电等领域具有较好的工程应用前景。 制度焊接,利用Hollomon-Jaffe参数评估热处理叠加效应,确保F91钢性能不受显著影响。该方案下异种钢接头的拉伸、弯曲、冲击及高温持久强度均满足设计要求,突破了异种钢焊接标准缺失与工程经验不足的瓶颈,为高温堆关键部件制造提供了安全可靠的技术路径,具有显著的工程应用价值。
制度焊接,利用Hollomon-Jaffe参数评估热处理叠加效应,确保F91钢性能不受显著影响。该方案下异种钢接头的拉伸、弯曲、冲击及高温持久强度均满足设计要求,突破了异种钢焊接标准缺失与工程经验不足的瓶颈,为高温堆关键部件制造提供了安全可靠的技术路径,具有显著的工程应用价值。












 登录
登录